测量仪精度检查
针对这项检测,必须找一块约10 × 5米的平坦结实区域。
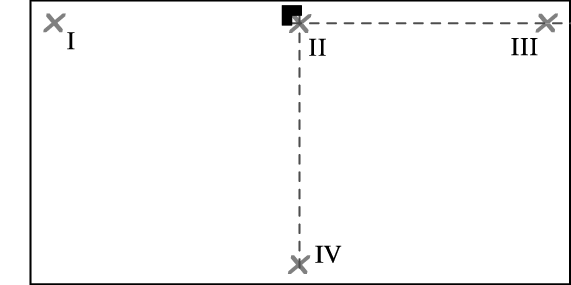
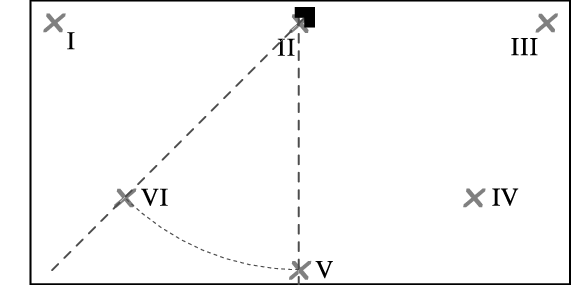
- 把测量仪放置在测量面的角落。接通测量仪并校准,使0度激光线沿着测量表面的长边、90度激光线沿着测量表面的短边。

- 标记激光线在地面上的交叉点(点Ⅰ)。此外,在5米(点Ⅱ)和10米远处(点Ⅲ)标记0度激光线的中心。
- 将测量仪放到5米远处(不要转动),使激光线的交叉点与标记的点Ⅱ重叠、0度激光线穿过点Ⅲ。请在5米处标记90度激光线的中心(点Ⅳ)。
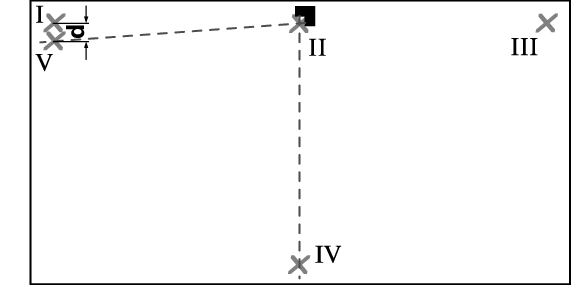
- 将测量仪旋转90度,使0度激光线的中心穿过点Ⅳ。激光线的交叉点必须仍然在点Ⅱ上。请在5米处将90度激光线的中心标记为点Ⅴ,尽可能地靠近点Ⅰ。
- 点Ⅴ和点Ⅰ之间的差值d就是0度激光线和90度激光线与直角之间的实际偏差。
在2 × 5米 = 10米的测量距离内允许的最大偏差为:
10米 × ±0.2毫米/米 = ±2毫米。就是说,点Ⅰ和点Ⅴ之间的差值d最大允许为2毫米。
针对这项检测,必须找一块约10 × 5米的平坦结实区域。
- 把测量仪放置在测量面的角落。接通测量仪并校准,使0度激光线沿着测量表面的长边、90度激光线沿着测量表面的短边。
- 标记激光线在地面上的交叉点(点Ⅰ)。此外,在5米(点Ⅱ)和10米远处(点Ⅲ)标记0度激光线的中心。
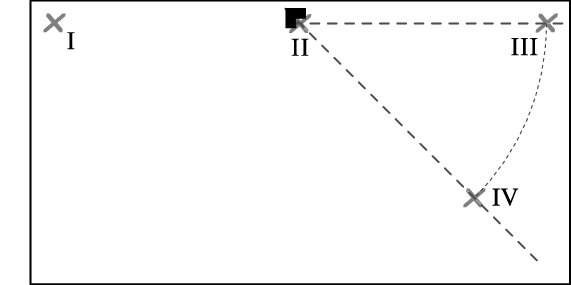
- 将测量仪放到5米远处(不要转动),使激光线的交叉点与标记的点Ⅱ重叠、0度激光线穿过点Ⅲ。请在5米处标记45度激光线的中心(点Ⅳ)。
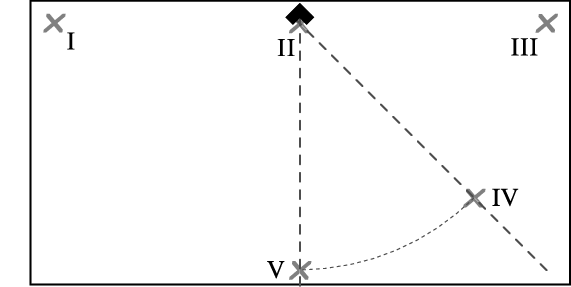
- 将测量仪旋转45度,使0度激光线的中心穿过点Ⅳ。激光线的交叉点必须仍然在点Ⅱ上。请在5米处将45度激光线的中心标记为点Ⅴ。
- 将测量仪旋转45度,使0度激光线的中心穿过点Ⅴ。激光线的交叉点必须仍然在点Ⅱ上。请在5米处将45度激光线的中心标记为点Ⅵ。

- 将测量仪旋转45度,使0度激光线的中心穿过点Ⅵ。激光线的交叉点必须仍然在点Ⅱ上。请在5米处将45度激光线的中心标记为点Ⅶ,尽可能地靠近点Ⅰ。
- 点Ⅰ和点Ⅶ之间的偏差d就是0度激光线和45度激光线的实际偏差。
在4 × 5米= 20米的测量距离内允许的最大偏差为:
20米 × ±0.4 毫米/米* = ±8毫米。就是说,点Ⅰ和点Ⅶ之间的差值d最大允许为8毫米。
* 数值±0.4毫米/米等于角度精确性±0.2毫米/米加上可能的旋转不确定性系数0.2毫米/米。