საზომი ხელსაწყოს სიზუსტის შემოწმება
ყველაზე დიდ გავლენას ახდენს გარემოს ტემპერატურა. კერძოდ, ლაზერის სხივის გადახრა შესაძლებელია ტემპერატურის ვარდნის გამო იატაკიდან ზემოთ.
ჩვენ გირჩევთ საზომი ინსტრუმენტი გამოიყენოთ შტატივზე, რათა სითბოს ზემოქმედება მიიყვანოთ მინიმუმამდე, რომელიც ქვევიდან მოდის. გარდა ამისა, დააყენეთ საზომი ინსტრუმენტი, შეძლებისდაგვარად სამუშაო ზედაპირის შუაში.
გარდა გარე ზემოქმედებისა, მოწყობილობის სპეციფიკურმა ზემოქმედებამ (მაგალითად, დაცემა ან ძლიერი დარტყმა) ასევე შეიძლება გამოიწვიოს გადახრები.ამიტომ, სამუშაოს ყოველი დაწყების წინ შეამოწმეთ ნიველირების სიზუსტე.
თავიდან შეამოწმეთ სიზუსტე სიმაღლეზე და ჰორიზონტალური ხაზების ნიველირების სიზუსტე, შემდეგ ვერტიკალური ხაზების ნიველირების სიზუსტე.
თუ ერთ-ერთი შემოწმების დროს საზომი ხელსაწყო გადააჭარბებს მაქსიმალურ დასაშვებ გადახრას, ის უნდა ჩაბარდეს ტექნიკური მომსახურების ცენტრში შესაკეთებლად Bosch.
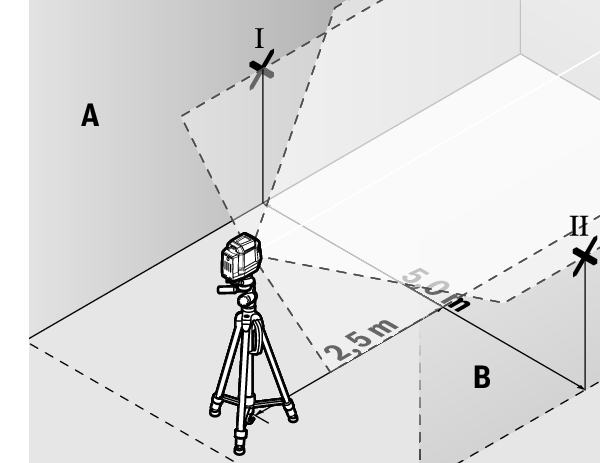
შესამოწმებლად დაგჭირდებათ თავისუფალი მონაკვეთი 5 მ მყარ ზედაპირზე ორ კედელს A-სა და B-ს შორის.
- დაამაგრეთ საზომი ინსტრუმენტი A კედელთან ახლოს შტატივზე ან დააყენეთ მყარმ ბრტყელ საფუძველზე. მოატრიალეთ საზომი ინსტრუმენტი მაგნიტურ მბრუნავ სამაგრზე (3) ისე, რომ ლაზერული სხივის გამოსავალი ხვრელი (1) ღია იყოს. ჩართეთ საზომი ინსტრუმენტი.
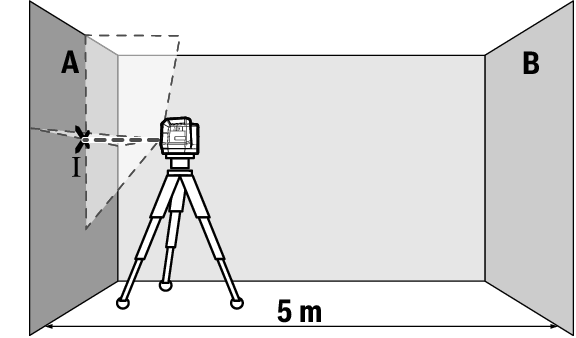
- მიმართეთ ლაზერი უახლოეს კედელს A და მიეცით საზომ ხელსაწყოს თვითნიველირების შესაძლებლობა. მონიშნეთ ლაზერული სხივების გადაკვეთის ცენტრი (წერტილი Ⅰ).
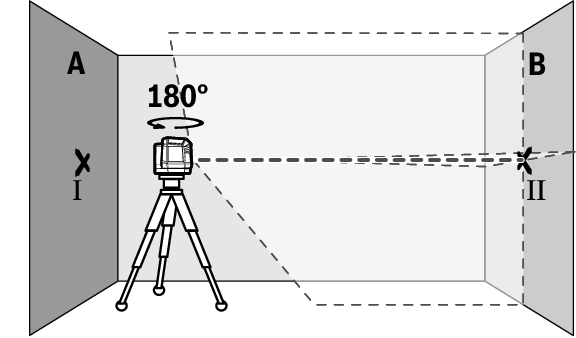
- მოაბრუნეთ საზომი ხელსაწყო 180°-ის, და მიეცით მას თვითნიველირების შესაძლებლობა, მონიშნეთ ლაზერული ხაზების გადაკვეთის წერტილი მოპირდაპირე კედელზე B (წერტილი Ⅱ).
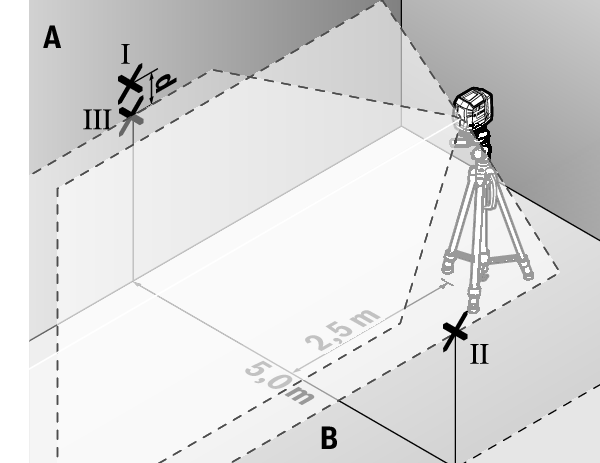
- მოათავსეთ საზომი ხელსაწყო – მობრუნების გარეშე – მიბჯენით კედელთან B, ჩართეთ ის და მიეცით თვითნიველირების შესაძლებლობა.
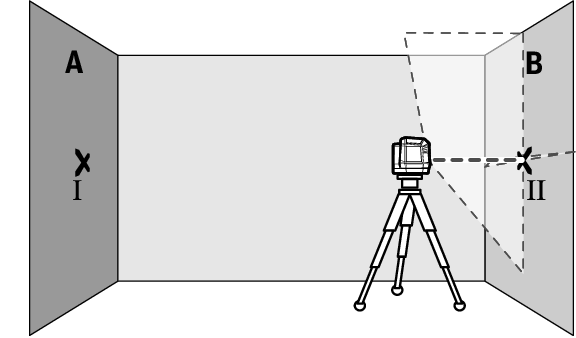
- განახორციელეთ საზომი ხელსაწყოს ცენტრირება სიმაღლეზე ისე, რომ (შტატივის ან საჭიროების შემთხვევაში ქვესადებების მეშვეობით), ლაზერული სხივების გადაკვეთის წერტილი ზუსტად იმყოფებოდეს ლაზერის სხივების წინასწარ მონიშნულ გადაკვეთის წერილში Ⅱ კედელზე B.
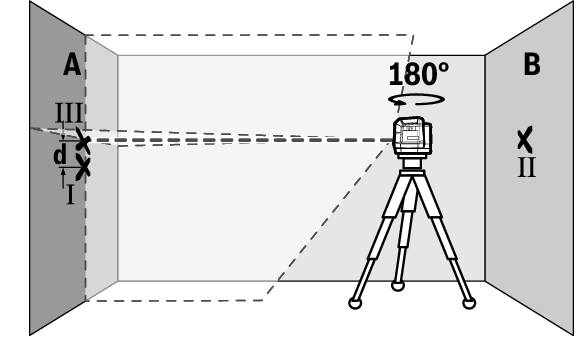
- მოაბრუნეთ საზომი ხელსაწყო 180°-ით, სიმაღლის შეცვლის გარეშე. მიმართთ ნიველირი კედელზე A, რომ ვერტიკალური ლაზერის ხაზი გადიოდეს უკვე მარკირებულ წერტილზე Ⅰ. მიეცით საზომ ხელსაწყოს თვითნიველირების შესაძლებლობა და მონიშნეთ ლაზერული სხივების გადაკვეთის წერტილი კედელზე A (წერტილი Ⅲ).
- სხვაობა d კედელზე A ორ მონიშნულ წერტილს Ⅰ და Ⅲ შორის წარმოადგენს საზომი ხელსაწყოს ფაქტობრივი გადახრის სიდიდეს.
მონაკვეთზე 2 × 5 მ = 10 მ მაქსიმალურად დასაშვები გადახრა შეადგენს:
GLL 12‑22: 10 მ × ±0,8 მმ/მ = ±8 მმ. ამგვარად, მანძილი d Ⅰ და Ⅲ წერტილებს შორის არ უნდა აღემატებოდეს მაქს. 8 მმ.
GLL 12‑22 G: 10 მ × ±0,6 მმ/მ = ±6 მმ. ამგვარად, მანძილი d Ⅰ და Ⅲ წერტილებს შორის არ უნდა აღემატებოდეს მაქს. 6 მმ.
შესამოწმებლად გჭირდებათ თავისუფალი სივრცე ფართობით დაახ. 5 × 5 მ.
- დაამაგრეთ საზომი ინსტრუმენტი А და В კედლებს შორის შუაში შტატივზე ან მყარ, სწორ საფუძველზე. მოატრიალეთ საზომი ინსტრუმენტი მაგნიტურ მბრუნავ სამაგრზე (3) ისე, რომ ლაზერული სხივის გამოსავალი ხვრელი (1) ღია იყოს. ჩართეთ საზომი ინსტრუმენტი და დაელოდეთ თვითგასწორების დასრულებას.
- მონიშნეთ ლაზერული ხაზების ცენტრი ორივე კედელზე 2,5 მ მანძილზე საზომი ინსტრუმენტიდან (წერტილი Ⅰ A კედელზე და წერტილი Ⅱ B კედელზე).
- დააყენეთ საზომი ინსტრუმენტი, 180°-ით მოატრიალეთ 5 მ მანძილზე და დაელოდეთ მის ნიველირებას.
- გაასწორეთ საზომი ინსტრუმენტი სიმაღლეზე (შტატივის ან საჭიროების შემთხვევაში სადების გამოყენებით) ისე, რომ ლაზერული ხაზის ცენტრი ზუსტად ემთხვევოდეს ადრე მონიშნულ Ⅱ წერტილს B კედელზე.
- A კედელზე მონიშნეთ ლაზერული ხაზის ცენტრი Ⅲ წერტილის სახით (ვერტიკალზე Ⅰ წერტილზე ზევით ან ქვევით).
- მანძილი d ორ მონიშნულ Ⅰ და Ⅲ წერტილებს შორის A კედელზე გამოსახავს საზომი ინსტრუმენტის ჰორიზონტალისგან ფაქტიურ ცდომილებას.
მონაკვეთზე 2 × 5 მ = 10 მ მაქსიმალურად დასაშვები გადახრა შეადგენს:
GLL 12‑22: 10 მ × ±0,8 მმ/მ = ±8 მმ. ამგვარად, მანძილი d Ⅰ და Ⅲ წერტილებს შორის არ უნდა აღემატებოდეს მაქს. 8 მმ.
GLL 12‑22 G: 10 მ × ±0,6 მმ/მ = ±6 მმ. ამგვარად, მანძილი d Ⅰ და Ⅲ წერტილებს შორის არ უნდა აღემატებოდეს მაქს. 6 მმ.
შემოწმებისთვის დაგჭირდებათ კარის ღიობი, რომელსაც ექნება მინიმუმ 2,5 მ თავისუფალი სივრცე (მყარ ზედაპირზე) კარის ორივე მხარეს.
- დააყენეთ საზომი ინსტრუმენტი კარის ჭრილიდან 2,5 მ მანძილზე მყარ, სწორ საფუძველზე (არა შტატივზე). მოატრიალეთ საზომი ინსტრუმენტი მაგნიტურ მბრუნავ სამაგრზე (3) ისე, რომ ლაზერული სხივის გამოსავალი ხვრელი (1) ღია იყოს. ჩართეთ საზომი ინსტრუმენტი და დაელოდეთ თვითგასწორების დასრულებას.
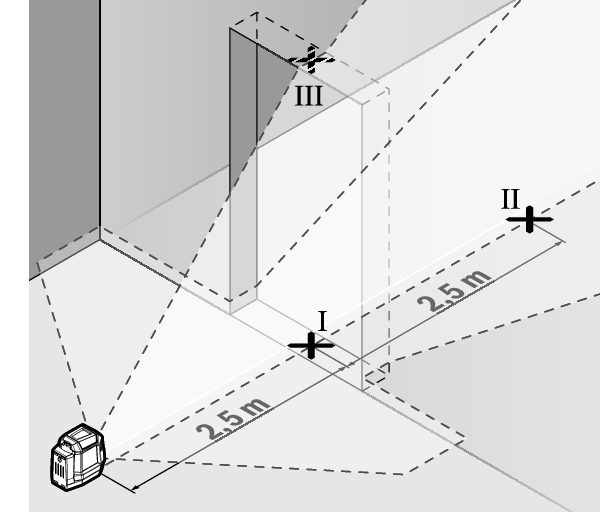
- მონიშნეთ ვერტიკალური ლაზერული ხაზის ცენტრი კარის ღიობის იატაკზე (წერტილი Ⅰ), მანძილზე 5 მ კარის ღიობის მეორე მხარეს (წერტილი Ⅱ), ასევე კარის ღიობის ზედა მხარეს (წერტილი Ⅲ).
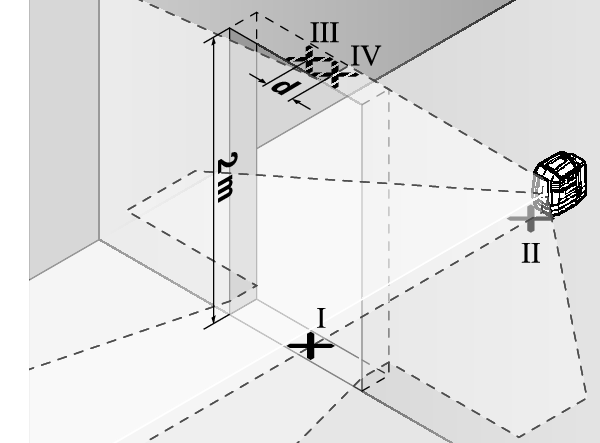
- დააყენეთ საზომი ინსტრუმენტი კარის ჭრილის მეორე მხარეს Ⅱ წერტილის უკან. დაელოდეთ საზომი ინსტრუმენტის თვითნიველირებას და მიმართეთ მისი ვერტიკალუი ლაზერული სხივი ისე, რომ მათი შუა მონაკვეთები გადიოდეს ზუსტად Ⅰ და Ⅱ წერტილებზე.
- მონიშნეთ ლაზერის ცენტრის წერტილი კარის ღიობის ზედა ნაწილში, როგორც წერტილი Ⅳ.
- სხვაობა d ორ მონიშნულ წერტილს Ⅲ და Ⅳ შორის წარმოადგენს საზომი ხელსაწყოს ვერტიკალისგან ფაქტობრივი გადახრის სიდიდეს.
- გაზომეთ კარის ღიობის სიმაღლე.
მაქსიმალურად დასაშვები გადახრა ითვლება შემდეგნაირად
GLL 12‑22 G:
კარის ორმაგი სიმაღლე × 0,8 მმ/მ
მაგალითი: თუ კარის სიმაღლე 2 მ მაქსიმალური გადახრა შეიძლება იყოს
2 × 2 მ × ±0,8 მმ/მ = ±3,2 მმ. შესაბამისად Ⅲ და Ⅳ წერტილები ერთმანეთისგან მაქსიმუმ 3,2 მმ არიან.
GLL 12‑22 G:
კარის ორმაგი სიმაღლე × 0,6 მმ/მ
მაგალითი: თუ კარის სიმაღლე 2 მ მაქსიმალური გადახრა შეიძლება იყოს
2 × 2 მ × ±0,6 მმ/მ = ±2,4 მმ. შესაბამისად Ⅲ და Ⅳ წერტილები ერთმანეთისგან მაქსიმუმ 2,4 მმ არიან.